The Biothane Advanced UASB (Upflow Anaerobic Sludge Blanket) and Biobed® Advanced EGSB (Expanded Granular Sludge Bed) technologies are extremely compact, high performance anaerobic treatment processes for industrial effluents using granular sludge.
Overview
PROVEN SUPERIOR PERFORMANCE SHOWED LOWER OPERATING COSTS
The Biobed® Advanced system achieves at high reactor loading rates, not only the sludge retention of a UASB system, but also achieves similar COD removal efficiencies.
In pilot and full scale plants a stable and reliable granular sludge increase was always observed.To date 20 systems are in operation, some for more than 5 years. The largest reactor is 9000 m3 and treats a load of 183 ton COD/day at a paper mill in China. This high loaded system shows superior COD removal efficiencies, which results in reduced chemical costs and substantially reduced aerobic post treatment costs.
The experience from full scale plants has shown that the Biobed® Advanced system requires less investments, less overall operating costs and requires less operator attention compared to other anaerobic systems.
COMPACT SETTLER REDUCES INVESTMENT COST
The Biobed® Advanced settler can handle higher liquid and gas upflow velocities, and thus reduces the required settler area in the reactor. The compact design requires less construction material and results in a roughly one meter lower reactor height.
The standard design fits round and square tanks, with heights of up to 20 meter.
A simple but very effective effluent collection system with submersed pipes completes the design Standardization and using standard stainless steel plates and automatic cutting limits manpower cost for construction and as such the cost per m2 of settler.
Transportation costs are reduced by using outer settler dimensions which fit nicely in standard 40ft sea containers.
A WORLD OF ADVANTAGES
- Based on fundamental research
- Small compact settler and small reactor
- Easy effluent pipes
- Flexible reactor height
- Flexible in construction; round steel or square concrete
- Superior removal efficiencies
- Excellent biomass inventory
- Low chemical consumption
- No odour emission
- Reduced aerobic post treatment
- Low foot print
- Low investment and operating cost
DEVELOPMENT OF THE ADVANCED SYSTEM
It sounds hard to believe a wastewater treatment system which is not only cheaper, but also guarantees a better performance!
Combining the best of both
UASB systems are renowned for their high COD breakdown efficiency and the ease of maintaining and producing anaerobic granular sludge. Main driving force for implementing EGSB systems are the substantially reduced invest cost due to the higher volumetric loading rates (2-3 times) and the taller reactors (2-3x), which further minimize the required foot print.
The challenge in developing the Biobed® Advanced reactor, was combining the excellent performance of the UASB reactor with the cost effectiveness of a high loaded system. This has resulted in a novel reactor design, which showed in practice indeed superior sludge retention characteristics.
The Biobed® Advanced reactor can be built as a completely closed system, which ensures no odor emission.
Pilot Plant Testing
Full scale testing, complemented with hydraulic and biological pilot plant testing, handling various types of wastewater, have confirmed the superior behavior of the patented Biobed® Advanced reactor.
Hydraulic modeling using a down scaled (1:1) settler model was used to fine tune the hydraulic and gas separating properties and design of the Biobed® Advanced settler.
Also for complex wastewaters, treatment at high reactor loading rates was shown to be feasible.
During the pilot plant testing the performance of Biobed® Advanced could even be further improved by using the novel BM Control® SMART reactor control system.
Biobed® Advanced experience
- 12 years full scale experience
- 4 Pilot plant testing on 2 locations
- 71 Full scale reactors treating wastewaters from following industries:
- Pulp & Paper:
- Chemicals and PTA:
- Food: Dairy, Sugar, Potato,
- Brewery & Distillery
- Largest plant 9000 m3 treating 183 ton COD/d
- Smallest plant 150 m3 treating 2.8 ton COD/d
Applications
TREATMENT PROCESS
To prepare the industrial effluent for anaerobic treatment, the pH-value and the temperature of the raw wastewater are regulated in a pretreatment step in a conditioning tank. The liquid will also be mixed with recycled, treated anaerobic effluent from a recirculation step to attain a homogenous body. Nutrients are added if necessary to achieve optimal growth conditions for the anaerobic biomass in the Biobed® Advanced reactor.
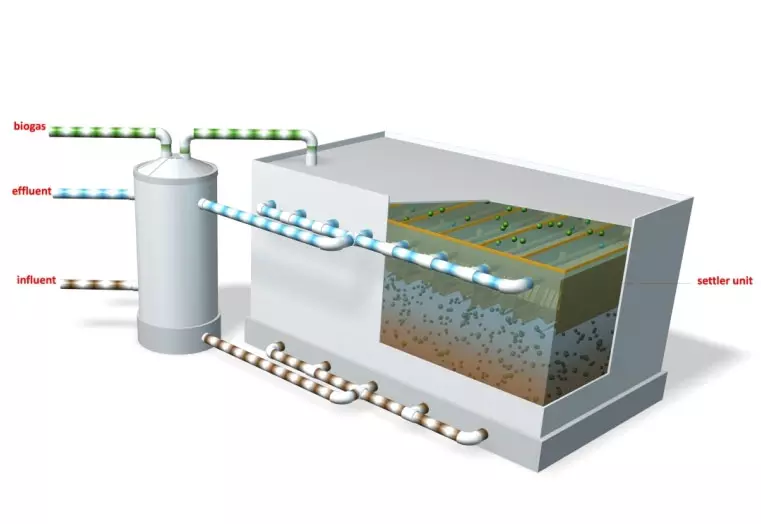
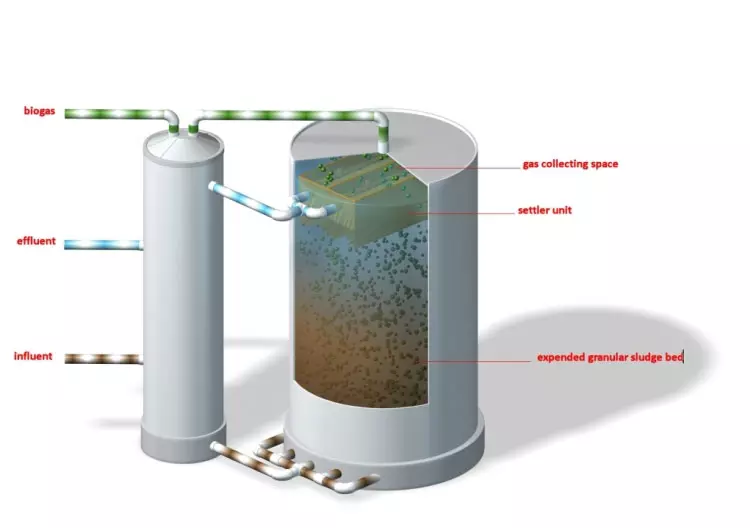
In the following treatment step the conditioned wastewater is pumped at a constant, continuous flow to the Biobed® Advanced reactor. A special influent distribution system guarantees equal distribution over the entire reactor surface area. The influent then passes a dense and anaerobic granular biomass bed where the biological treatment takes place converting the COD load (Chemical Oxygen Demand) present in the wastewater into biogas.
At the reactor top patented three phase settlers, which are installed internally in the reactor, separate the treated water from the produced biogas. The biomass settles back to the reactor bottom while part of the treated effluent is recycled and returned to the conditioning tank for dilution.
Biogas is collected at the top of the reactor and is piped to a biogas treatment step. Under controlled conditions it can be burned in a biogas flare or alternatively serve as a source of energy for the production site.
BIOBED® ADVANCED EGSB
BIOTHANE ADVANCED UASB