
The Client
Veolia Water Solutions & Technologies South Africa (Pty) Ltd (VWS) was awarded the contract by Woodlands Dairy (Pty) Ltd to provide a viable processing solution for their growing process effluent stream. The facility contains a milk sterilisation and packaging plant as well as a cheese factory. All process effluent is sent to a combined effluent sump. Effluent specifications from this combined effluent sump are given below.
| Feed Rate | pH | TCOD | COD Load |
|---|---|---|---|
| 1500 m³/day | 12 | 10 g/l | 15 t/day |
The Solution
VWT proposed a resource recovery plant (RRP) capable of processing 1.5 MLD, which will later be upgraded to 2 MLD. The RRP will make use of Biothane’s state of the art Memthane technology, capable of removing >95% of effluent COD.
A piloting study was performed to provide a effluent specific treatment facility, ensuring product performance and client satisfaction.
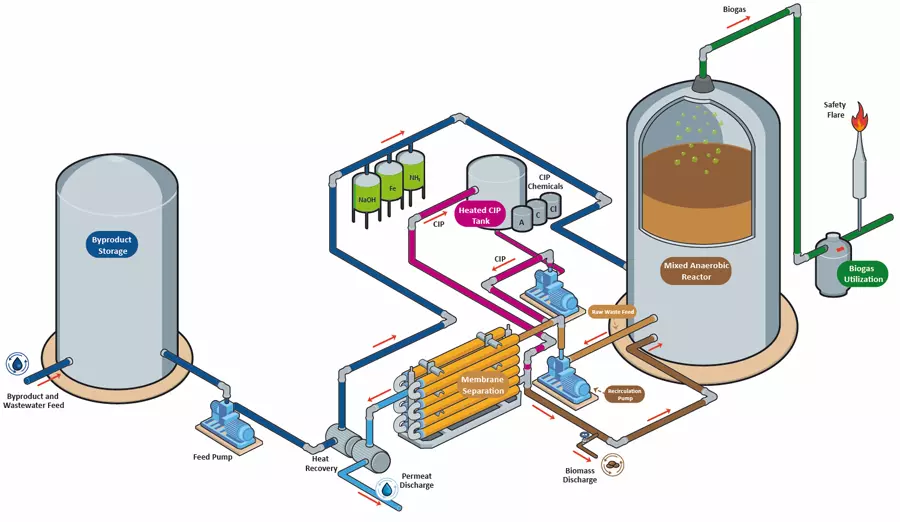
Process Description
The Memthane® technology combines anaerobic biological treatment and membrane separation to provide a innovative and environmentally friendly waste water processing system. This process maximizes COD and TSS removal, minimizes disposal costs and generates methane rich bio-gas.
Memthane® delivers a significant total operating cost reduction compared to conventional technologies, taking into account all elements, including membranes, chemicals, sludge disposal and overall energy savings. The system is simplistic and fully automated.
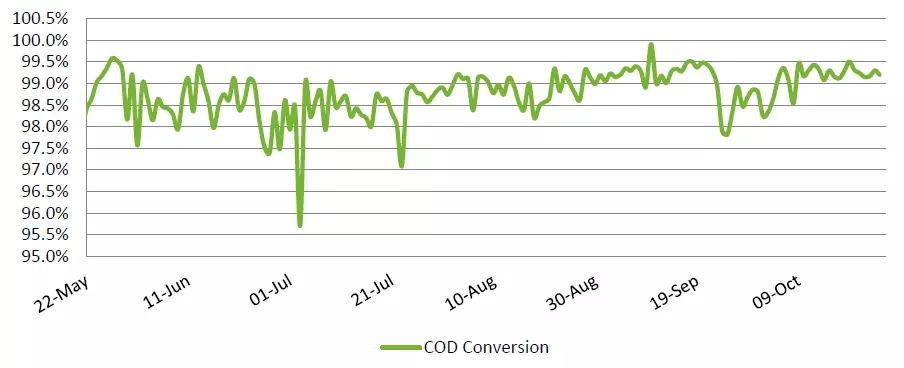
Pilot Plant Performance
Location
The facility is situated in Humansdorp, Eastern Cape on the eastern seaboard of South Africa.
Key Figures
- High COD loading
- ̴ 15 ton COD/day
- Growing effluent demand
- Long-chain organics present in effluent
- Achieving plant effluent concentrations below municipal standards
- > 95% conversion