
As global demand for milk, cheese, yogurt and other dairy products continues to grow, cost and energy management concerns are driving the introduction of new technologies in dairies to optimize and control costs of water usage.
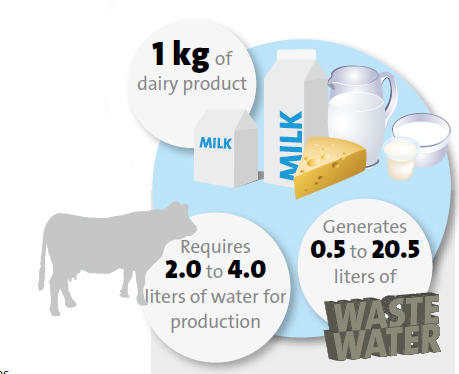
In dairy plants, water usage is one of the major costs in the processing of the milk that is both a direct product and a primary raw material used to manufacture numerous products for consumption. On the ingredient side, water is used in applications close to the final product, as wash water for Cleaning in Place (CIP) to sanitize processing equipment, for heating milk and milk products and as cooling water. On average, production of 1 kg of dairy product requires 2-4 liters of water.
Even greater volumes of wastewater -- up to 14 liters per kg of dairy product -- are produced from processing steps, cooling towers, boiler purges and cleaning operations, which are often loaded with organics, fats, oil, grease and suspended solids.
Growing demand, but price pressure remains
Dairy producers are intensifying their focus on improving production and energy efficiencies even while there is strong growth in global markets. Annual growth of 1 to 3% in the mature markets of North America and Europe is being driven largely by demand for value added products from health conscious consumers.
Growth rates are even higher in emerging market countries where increasing numbers of people are consuming ever-greater quantities of milk, cheese and yogurt. Demand is rising for greenfield projects to provide local dairy production in these regions, with 60% of the world’s new capacity development occurring in Asia alone between 2005 and 2011.
At the same time, price volatility, higher production costs, competitive pressures and environmental concerns are causing producers to seek further cost and efficiency savings, while ensuring that quality and hygiene standards are maintained.
Water saving technologies
Of the forces shaping the modernization of the dairy industry, water usage, energy costs and recovery of lost products are the key drivers of change. Less prominent but still important are the need for standardization, operational and service improvement and sustainability commitments.
In seeking improvements across all of these areas, producers are increasingly turning to experts in optimization of water use and wastewater treatment like Veolia Water Technologies.
To help plants meet their water requirements, Veolia ensures continuous water supply that complies with state-of-the-art hygienic standards and regulatory requirements for wastewater treatment. Applications of water saving technologies that optimize usage and treat water at the source through refreshment of internal process water -- and recovery of valuable products -- are enabling producers to significantly reduce their external water consumption needs.
Keeping the “Cow Water”
Recovery of condensate from evaporation of dairy products, or “Cow Water,” for reuse is a growing market with the potential for rapid return on investment. The benefits of condensate recovery, using hygienic RO systems, can be two-fold with savings in water consumption as well as in the recovery of heat energy. Vapor condensate can be used in numerous areas of the plant including boiler and cooling tower feed water, CIP water, reconstitution of powdered products and cheese curd wash water.
Condensate is a good source of heat energy, offering significant savings in heating costs by recovering the energy for purposes such as pre-heating product or boiler feed water. In recovering the steam condensate for boilers and steam distribution systems, operating costs, chemical use and boiler makeup water requirements can be significantly reduced. A condensate return system also reduces energy costs as the already hot condensate requires less energy to reheat.
Producers seeking to upgrade secondary effluent for reuse as utility water for cooling or boilers, as well as CIP water, soil and vehicle cleaning, toilet flushing and irrigation are turning to Veolia for turnkey or standardized solutions, depending on the complexity of the reuse scheme.
Cow water reuse offers potential for rapid ROI
Technology array
For wastewater, Veolia offers a wide array of technologies to treat wastewater aerobically (such as MBBR, MBR, SBR or more conventional activated sludge), as well as to produce energy and biogas out of anaerobic treatment of high organic load effluent. Conventional and advanced granular technologies such as Veolia’s Biobed® Advanced reactor can be integrated on-site. Other standardized technologies, such as Biobed® Modular Plants, MBBR and Biosep™ MBR, can be quickly deployed on site with a minimal footprint.
For example, to treat the high strength effluents generated by cheese and whey production, Veolia’s innovative Memthane® Anaerobic MBR is a perfect fit, using cross-flow ultrafiltration membranes to achieve high COD/SS/FOG removal efficiencies for treatment of streams.
Inside job
As the player offering the largest amount of differentiating technologies, Veolia plays a leading role in emerging markets where its innovative technologies, proven through years of operating experience around the world, provide a ready response to greenfield project needs.
However, it is in mature markets that the company’s offer is evolving most rapidly. The successful results achieved through technologies like Memthane® are opening new opportunities to go deeper inside customers’ upstream production processes.
Another example is yogurt production. Use of membrane technologies has been shown to enable recovery of 1-2% of the production lost when rinse milk was flushed to wastewater during batch process production. In helping customers extract this additional value, Veolia is contributing to the dairy’s improved production process efficiency -- and increased profitability.
With its full scope of in-house capabilities and its locally-deployed teams throughout the world, Veolia is well-placed to help its dairy customers respond to rising global demand with products that are healthy, plentiful… and more profitable.
Dairy recycling 50% of its wastewater
Veolia clients include global industry leaders like Nestle, Danone, Friesland Campina, Arla Foods, Lactalis, Unilever and many other regional or local players around the globe.
In the UK, Veolia is helping Robert Wiseman Dairies, which supplies 30% of the UK’s milk, advance toward its goal of reducing water usage by 25% across its network of dairies by the end of 2015. At its Bridgwater dairy, a reverse osmosis system is enabling half of the 400m3/day of process wastewater produced daily to be recovered and recycled for use in the dairy. Veolia’s reverse osmosis technology uses a membrane to remove 99% of residual COD and dissolve salts and bacteria from the treated wastewater to produce water of quality at least equal to the mains supply. The energy efficient system’s low pressure membranes and high efficiency pumps not only reduce carbon emissions but also operating costs.